Generator Stator Bar Abrasion Risk and Prevention

Mechanical Dynamics & Analysis has analyzed and resolved generator stator bar abrasion events that have become common on some newer GE® Frame 7F and 324, 330, or 390 generators. The damage can cause ground faults leading to forced outages and complete stator rewinds.
A principal cause of the abrasion is traceable to side ripple spring-induced damage.
All high-output, high-voltage machines experience elevated stator bar forces during operation. These forces can also be intensified by today’s start/stop operations.
OEM documents on these machines include warnings about ripple spring migration resulting in possible bar abrasion and leading eventually to stator failure. Although not all units are susceptible to these bar abrasion issues, MD&A recommends investigation and, if required, correction before the problems become critical.

Empty heading
The details
Stator bars lay within the stator core iron, and bar sparking can occur when the energized bar loses contact with the stator core. The loss of contact occurs when there are air gaps, or voids, between the bars and the stator core.
Unwanted movement or bar fluttering must be eliminated. Usually, the bars are supported radially by top filler, top ripple springs, and stator wedges. Support in the tangential direction, to avoid fluttering, is normally accomplished by semi-conductive side ripple springs or side packing.
The side ripple springs provide continual pressure and contact, compressing the bar against the stator core iron. The ripple has a 45-degree orientation to the bar as opposed to the 90-degree ripple orientation for top springs.

Proper installation of side ripple springs must maintain 80 to 90 percent contact between the face of the spring and the side of the insulated bar. This gives optimal compression to eliminate any voids between the bar and core.
Empty heading
Example/case study
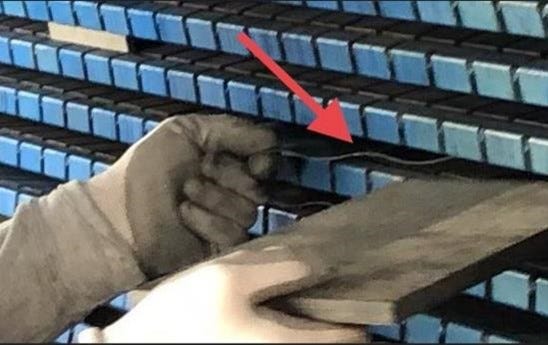
MD&A experts found evidence of bar abrasion in an air-cooled machine containing side ripple springs and experiencing partial discharge.
Bar removal and investigation revealed clear evidence of partial discharge that could be attributed directly to side ripple spring damage.


Forces applied to the bar and spring during operation or a lapse during the manufacturing process had flared the spring’s corner, causing a sharp edge to be present resulting the damage to the wall insulation. Penetration into the side wall insulation was approximately 3 mm (0.11 in.).
MD&A found similar damage events in 2015 and 2017, leading to full rewinds. The first unit had operated just over 19,000 hours, with 700 starts.

Empty heading
Solution and guide
MD&A experts can inspect and analyze these side ripple spring installations to detect any potential for stator bar damage.
Replacement with smooth-corner side ripple springs should eliminate the potential for cutting into the bar insulation. It remains critical to specify the proper thickness of the ripple spring, and contact between the spring and bar should remain at 80 to 90 percent.

Stator bars need to be manufactured for proper space between the stator core and insulated bar and must account for the chosen dimensions of side ripple springs or side packing design. The bars must also be uniform down the slots.
MD&A has a long track record of successful on-site generator stator inspections and rewinds. You can count on MD&A’s attention to quality!
Additionally, our experts have Stator Rewind Kits available for sale. There are 2 options: GE® 7FH2 Stator Rewind Kit with 6” of Step Iron Stator Bars and GE® 7A6 Stator Rewind Kit.
For any questions or concerns about operational issues with these large generators, or to arrange service or inspection, contact MD&A’s generator experts today at (314) 880–3000 or use our Contact Form.